єёєуґ¦АнЈє
К№УГЦъєёјБєёЅУК±І»»бРОіЙДСЗеіэµДЕрІЈБ§ІРФьєНєЪЙ«Сх»ЇЖ¤Ј¬ХвґуґујхРЎБЛєёєуґтДҐµД№¤ЧчБїЈ¬ЅµµНБЛєёЅУіЙ±ѕЎЈЅшРРµз¶ЖЎўЕзНїґ¦АнµД№¤јюєёєуїЙУГТФПВ·Ѕ·Ёґ¦АнЈє
1ЎўєёєуУГ85ЎжТФЙПИИЛ®ЅюЕЭЎЈ
2ЎўґэЗҐБПДэ№МєуіГИИН¶ИлЛ®ЦРЦиАдЈ¬УЙЛ®·ЦЧУЖы»ЇµДЕ籬ЧчУГК№ІРФьј±АдїЄБС¶шНСВдПВАґЈ¬µ«Н¶ИлЛ®ЦРК±єёјюОВ¶ИІ»їЙМ«ёЯ(200ЎжЧуУТ)ОЄТЛЈ¬ТФ±ЬГвєёјю·ўЙъ±дРО»тБСОЖЎЈ
3ЎўФЪ№¤јюЅшРРіэУНЎўіэР⹤РтЦРФцјУЅюЕЭК±јдІўККµ±МбёЯОВ¶ИґуІї·ЦЗҐјБІг±гїЙИЬЅвИлЛ®Ј¬И»єуУГИИЛ®єНКЄІјІБПґёЙѕ»ЎЈ
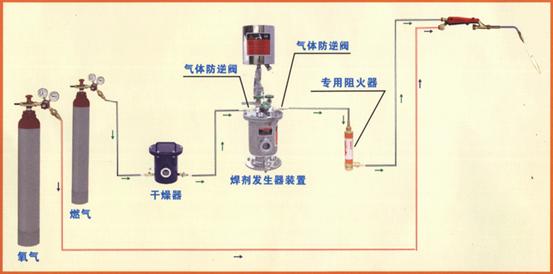
єёјБ·ўЙъЖч°ІЧ°КѕТвНј
1.ЧЁУГЧи»рЖчУлєёјБ·ўЙъЖчѕаАлФЪ1-1.5ГЧЦ®јдЈ¬єёЗ№УлИјЖшЖїј°СхЖшЖїЦ®јдµДѕаАлїШЦЖФЪ11ГЧТФЙПЈ»
2.К№УГ№эіМЦРЧЁУГЧи»рЖчµД·А±¬їЪІ»ФКРн¶ФЧЕТЧИјОпєНІЩЧчХЯЈ»
3.№аЧўТєМеЦъєёјБК±ЦЬО§11ГЧТФДЪІ»µГУРГч»рЧчТµЈ»
4.ТєМеЦъєёјБ№аЧўТФїЙКУґ°µД1/2ґ¦ОЄ¶ИЈ¬і¬Бї№аЧўЅ«У°ПмєёЅУЦКБїЈ»
5.ёЙФпЖчУГУЪёЙФпИјЖшЦРµДЛ®·ЦєН№эВЛЖдЦРµДФУЦКЈ¬УРАыУЪМбёЯєёЅУЦКБїЈ»
JY-160РН·ўЙъЖч
ЙПТ»Ті |